VTX CASE STUDY: WASTEWATER TREATMENT
FULL SCALE PILOT STUDY USING THE VTX PROCESS FOR THE REMOVAL OF
SULFIDE AT THE VIRGINIA INITIATIVE PLANT
hosn, S. Plant Manager, and Groszek, G. Lead Operator. Virginia Initiative Plant, Hampton
Roads Sanitation District, 1436 Air Rail Avenue, Virginia Beach, VA 23455.
H.W. Cox, PhD, Technical Director
Innovative Remediation Technologies, Inc. (IRT)
136 Ulricktown Road Littlestown, PA 17340.
ABSTRACT
High sulfide levels are causing odor problems in the vicinity of the Virginia Initiative Plant (VIP) in Norfolk, Virginia which is problematic for new developments in the area. The influent wastewater total sulfide levels for the plant can generally be described to average in the range of 14 to 16 mg/L during warmer months which results in significant hydrogen sulfide generation. The VTX Catalyzed Oxidation Process is promoted as an effective and rapid treatment method
for treating sulfide. The technique was demonstrated to treat essentially all the sulfide entering the Hampton Roads Sanitary District at York River in 3 to 5 minutes of contact time resulting in scrubber inlet hydrogen sulfide readings dropping from 200 ppm to less than 5 ppm. A similar treatment strategy was used at VIP with the VTX Process. Scrubber hydrogen sulfide was reduced from an average of 39 ppm entering the scrubber to 1.8 ppm over several days of treatment. This allowed VIP to turn off the chemical feed system to the existing scrubber system for a period of time.
Overall, tests confirmed that the VTX Process is an effective process for the treatment of sulfide entering the headworks of a waste treatment plant.
KEYWORDS
Hydrogen sulfide, sulfide, odour, odour control, oxidation, advanced oxidation, corrosion control, corrosion, wastewater treatment, hydroxyl radicals
INTRODUCTION
A variety of pilot studies for sulfide control were conducted at the Virginia Initiative Plant (VIP), located in Norfolk Virginia, using the VTX Process, which is catalyzed oxidation process developed by Innovative Remediation Technologies, Inc. The VTX Process described in this paper uses hydrogen peroxide and an organic catalyst. The pilot studies were conducted from July through September of 2005. Plant influent wastewater total sulfide levels during the study averaged 14 mg/L. These levels result in significant hydrogen sulfide generation. The high sulfide levels are causing odor problems in the vicinity of the plant which is problematic for new development in the area.
VIP General Description and Associated Odor Problem
VIP is a biological nutrient removal plant with a design capacity 40 MGD. It has been operating since 1991. The headworks of the plant, see figure 2, consists of two influent flow junction boxes, 3 bar screens, a wet well, 4 raw influent pumps. From the headworks, flow enters the grit removal system, primary clarifiers, anaerobic, anoxic zones, aeration tanks and secondary clarifiers. The headworks of the plant through the anaerobic/anoxic tanks and 25’ of the aeration tanks are covered and scrubbed by a chemical scrubber system.
In 1991, the plant was buffered by a city landfill on the North, an open field on the East, an industry on the South and the Elizabeth River on the West (see Figure 1).
In 2005, this buffer was eliminated when a golf course was built on the landfill and a high school football stadium on the open field. Odors (primary hydrogen sulfide) generated from the headworks and reduced organic compounds from the aeration tanks are now impacting the golf course and the stadium. The plant must now significantly upgrade the previous level of odor control.
Two methods for eliminating these odors were evaluated based on odor removal efficiency and cost effectiveness:
1. The installation of new odor control scrubbers for both the headworks and the aeration tanks.
2. The addition of VTX Process to the influent wastewater.
General Study Objectives Using Chemical Addition
HRSD had previously tested VTX Process at its York River Plant (YR). YR was chosen as a testing site because of extremely high sulfide values at the headworks and it had an existing peroxide feed system.
The pilot study conducted at YR indicated that VTX Process was effective in reducing sulfide in solution given a short contact time between the VTX Process and the sulfide in the wastewater. Hydrogen sulfide entering the scrubber system was consistently reduced from 200 ppm to less than 5 ppm and total sulfide within the wastewater were reduced from levels consistently exceeding 10 mg/L to less than 1 mg/L.
Construction of the golf course and football stadium adjacent to the plant prompted HRSD to continue the evaluation of the VTX Process at VIP. The VTX Process was considered a potential immediate temporary solution to the VIP odor problems, as well as a permanent alternative to be considered along with the addition of more scrubbers.
Figure 1: Virginia Initiative Plant (VIP) Aerial Photo

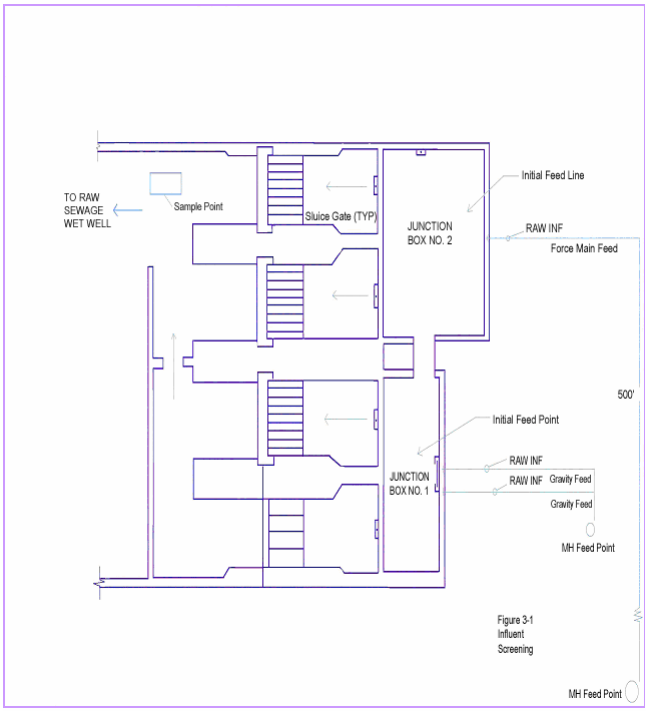
Figure 2. Junction Box Layout
The overall goals for the VTX Process study at VIP were to:
1. Evaluate the effectiveness of VTX Process to reduce inlet sulfide to the existing air scrubber system by oxidizing the sulfide in the wastewater solution.
2. Compare the cost effectiveness of scrubbing odorous air to VTX Process.
3. Compare the effectiveness of VTX Process to peroxide feed alone.
Description of the VTX Process
The VTX Process is a catalyzed oxidation process originally developed to treat a variety of recalcitrant environmental contaminants that are commonly found within soil and groundwater.
Initial test work focused on treatment of chemicals such as trichloroethylene, vinyl chloride, methyl tert-butyl ether (MtBE), benzene, phenols among others. It was subsequently determined to be particularly effective for rapid treatment of sulfide in wastewater when combined with a number of oxidants including hydrogen peroxide. The treatment of sulfide with the VTX
Process is reported to be much more rapid as compared to treatment using a selected oxidant alone.
The process works by combining a strong oxidizing agent, such as hydrogen peroxide, ozone or persulfate with the organic VTX catalyst within a pH range of 5 to 8.5. According to the material safety data sheet (MSDS), the catalyst is Toxic Substances Control Act (TSCA) approved and easily biodegradable. When the catalyst is combined with an oxidant, such as peroxide, a reaction occurs which generates hydroxyl and/or free radicals. Hydroxyl radicals are known to have significantly more oxidation potential than a wide variety of commonly available oxidants.
Dosage is easily calculated by first determining the mass of sulfide. The peroxide dosage is 1.5 ppm of peroxide per ppm of total sulfide. The catalyst will be added at approximately 1/40th of the peroxide dosage (by volume) or about 1 gallon of catalyst for every 40 gallons of 50% peroxide.
Description of the Headworks at VIP
The influent structure and screening system at VIP consists of two influent junction boxes (JB #1 and #2) and three self cleaning bar screens mounted into individual channels. Flow is received in the two junction boxes from three influent sewer mains. JB # 1 receives raw wastewater from a 54-inch and 60-inch sewer mains from the city of Norfolk and JB # 2 receives raw wastewater from the 48- inch force main that serves the City of Portsmouth.
From the junction boxes, wastewater is conveyed through the bar screens, collected in a common receiving channel and conveyed to the wet well (See Figure 2). Wastewater is then pumped from the wet well to the elevated grit removal system and then flows by gravity from the grit removal process through the remaining of the treatment processes.
The air in the headspace of headworks (junction boxes, bar screens, and wet well) and headspace of downstream tanks is collected and sent to the scrubber system where it is treated with caustic soda and sodium hypochlorite. The two stage scrubber system is rated for 43,500 cfm and is designed to reduce sulfide from 30 ppm to less than 1 ppm.
Because of long distance in the force main, JB #2 generally contributes about 60% of the total influent wastewater sulfide even though the flow from the force main is 40% of the total flow.
VIP PILOT DESIGN STUDY
VTX Metering System
Four pump systems were utilized to deliver the VTX chemistry (VTX Process) at VIP. Walchem “E-Class” metering pumps systems (multiple pumps) each designed to deliver up to 1200 gallons per day were utilized to feed JB #1 ( gravity influent) and JB # 2 (force main influent). High density polyethylene (HDPE) tubing was utilized to meter the VTX Process chemicals to bothjunction boxes. Each Walchem pump came with a dedicated flow metering column to allow accurate monitoring of chemical flow. E-Class Walchem pumps are capable of very precise delivery of chemical over a broad range of flow settings.
Dose Rates As noted, the calculations for dose rates for the VTX Process are straightforward and resulted in very predictable sulfide reductions. The following table describes the estimated dose rates for hydrogen peroxide and VTX catalyst at two mass ratios of peroxide and VTX to sulfide. VTX catalyst is typically applied in a range of 40:1 to 30:1 as 50% hydrogen peroxide VTX catalyst and varies depending on the plant. The 1.5 H2O2:S ratio was used to estimate dosage for the VIP study. VTX was dosed at 40:1 peroxide to catalyst almost exclusively. Short tests were conducted to determine if increasing VTX added appreciably to effectiveness. No appreciable differences were noted (see Table 1).
Table 1. Potential VTX Process Dose Rates at 40 MGD and Varying Sulfide Levels

Description of Testing Events and Methods
Wastewater sulfide were sampled primarily at the wet well influent (immediately behind the bar screens). Periodically samples were also taken at the grit influent, primary clarifier influent, and aeration tank influent. Samples were taken before, during and after VTX process addition. The tests discussed in this paper have focused on the wet well influent and influent grit chamber. Sulfide readings were also taken at the scrubber inlet prior to, during, and after the VTX Process addition.
On the first day of testing pH and temperature were measured prior to and after treatment with VTX Process. Temperature and pH tests were conducted using an Orion pH/temperature field test unit. After this initial test, no further monitoring of these parameters was performed. Flow information was gathered for each test event for the purpose of determining mass treatment efficiency.
Water Testing
A HACH spectrophotometer was used to measure total sulfide utilizing the Methylene Blue technique as outlined in Standard Methods 4500 2 D, also known as the Pomeroy Method. As a reasonably accurate method for field observations, the technique worked well. The instrument type utilized to test for sulfide is an important issue. The HACH method produced reliable data as long as adequate operator training was provided. Comparison of the HACH instrument to other instruments for accuracy, reliability and ease of use is recommended for future evaluation.
Scrubber Inlet Measurement
Levels of hydrogen sulfide at the scrubber inlet were measured using the plant’s VAPEX monitor system. The Vapex instrument was calibrated prior to the start of the study and was checked throughout the study. Flows used to calculate dosage was determined from in-plant monitors.
After treatment was started, testing at all locations was conducted frequently for sulfide as time would allow. Sulfide measured at the scrubber inlet was taken regularly as it was practical to do so.
Specific Test Objectives
Four tests were conducted. The specific objectives for the tests were as follows:
1. The purpose of Test One was to determine the effectiveness of feeding VTX Process with minimal contact time. An objective of this test was to reduce wastewater sulfide to less than 2 mg/L and scrubber inlet hydrogen sulfide to less than 2 ppm.
2. The purpose of Test Two was to confirm that dose rate of 1.5 parts oxidant per part total sulfide was an effective dosage.
3. The purpose of Test Three was to determine the effectiveness of feeding VTX Process with three to five minutes detention time from the junction boxes to reduce water sulfide to less than 2 mg/L and scrubber inlet to less than 2 ppm.
4. The purpose of Test Four was to perform a study to compare the effectiveness of peroxide alone to the VTX Process system.
Note: The wastewater sulfide target of 2 mg/L was recommended by the VTX Process supplier. In addition, some literature has indicated that sulfide values between 1 and 5
mg/L have a lower corrosion rate then above 5 mg/L. Therefore, a value of 2 mg/L was chosen as target. The scrubber inlet concentration of 2 ppm is an internal HRSD limit for scrubber discharge.
RESULTS AND DISCUSSION
1. Test One – VTX Process Treatment with Minimal Contact Time
Contact Times for Treatment Chemistry
The purpose of Test One was to determine the effectiveness of feeding VTX Process with minimal contact time. The target was to reduce wastewater sulfide to less than 2 mg/L and the scrubber inlet hydrogen sulfide to less than 2 ppm. The VTX Process oxidizes sulfide very quickly and previous studies indicated that approximately 3 to 5 minutes of contact time with good mixing would achieve desired results. At VIP the junction boxes were the most convenient feed point, and although the detention time was measured in seconds it was necessary to determine the impact of low detention time.
The VTX Process was added directly to both junction boxes. Because of the different levels of sulfide entering each junction box, two separate pumping delivery systems were utilized.
Junction Box #1 was fed using high density polyethylene (HDPE) lines connected to spray bars designed to distribute the hydrogen peroxide and VTX catalyst evenly across the surface of flow.
VTX Process feed to the flow entering Junction Box #2 from the force main was more difficult and several different methods were tried: a surface spray bar at the surface of JB#2, and VTX Process was fed 4 feet and 10 feet upstream of this junction box. The best results were attained when feeding 10 feet upstream of the junction box. Indicating that feeding upstream of the junction box would further improve the sulfide reduction.
As previously noted, the VTX process reacts very quickly to treat sulfide. However, the chemicals must be effectively mixed to gain contact. Previous studies done by the manufacturer had indicated that approximately 3 to 5 minutes of contact time with good mixing was sufficient to achieve desired results.
Results and Discussion – Minimal Contact Testing
The test results indicated that additional detention time was required to reach the target sulfide levels. During the test hydrogen sulfide at the scrubber inlet did not reach the target 2 ppm nor did the sulfide in the wastewater wet well reach the desired target of 2 mg/L. Despite this the short reaction period, substantial reductions in hydrogen sulfide at both locations were achieved as depicted in Figure 1. Hydrogen sulfide at the scrubber inlet decreased from an average of ~34
ppm to ~15 ppm. Additionally, total sulfide in the influent wastewater was reduced from ~ 12 mg/L to~ 4 mg/L. Interestingly sulfide had dropped to about 0.6 mg/L by the time the wastewater entered the grit chamber. This was further indication that the VTX Process could easily have achieved the sulfide target levels or less with a little more contact time. The contact time between the junction boxes and the grit chamber is about six minutes.
Figure 3. VTX Treatment Minimal Contact Time

2. Test Two – Confirmation of Treatment Ratios
The purpose of Test Two was to confirm that dose rate of 1.5 parts oxidant per part total sulfide is effective. Samples were taken after 5 minutes of retention and then preserved and analyzed. To conduct this study, influent wastewater was sampled and tested for hydrogen sulfide before, during and after each VTX Process application. The VTX Process treatment dosage was based on the average hydrogen sulfide concentration from three influent wastewater samples taken at 5 minute intervals. To insure influent sulfide prior to and after VTX Process application were approximately the same, wastewater was re-sampled after the VTX Process application ceased.
(Sufficient time was allowed for the system to flush).
Results and Discussion – Confirmation of Treatment Ratios
The dose rate for the treated time periods during two treatment events was calculated using a ratio of 1.5 mg/L hydrogen peroxide per 1.0 mg/L sulfide. VTX catalyst was added at the normal 1:40 (v:v) ratio with the hydrogen peroxide.
Dosage calculations were designed to treat one half of incoming sulfide for both treatment events.
Table 2 summarizes the findings for this study.
Table 2. Dose Rate Study Designed to Treat Half of Sulfide Present Estimated Ratio of Peroxide to Sulfide at 1.5 to 1.0

Once testing was complete, calculations were made to verify the estimated VTX Process to sulfide treated ratio for each test event. Based on raw influent average wastewater flow and total sulfide data, calculations were made to determine what the estimated peroxide to sulfide treated ratio was for each treatment event. These calculations were 1.40 mg/L peroxide per mg/L sulfide for the first treatment event and 1.45 mg/L peroxide per mg/L sulfide for the second treatment event. Therefore, it was concluded from the above data that the treatment ratio of 1.5:1 would be sufficient for the pilot study.
3. Test Three – VTX Process Treatment with Extended Contact Time
The purpose of Test Three was to determine the effectiveness of feeding VTX Process with a three to five minutes detention time to the junction box. The target was again to reduce wastewater sulfide to less than 2 mg/L and the scrubber inlet hydrogen sulfide to less than 2 ppm.
To obtain the required three to five minute detention time, it was necessary to feed the VTX Process upstream of the junction boxes. An air vent, on the force main line, was located 500’ upstream of JB #2 which, with some redesign, made an ideal location to inject the VTX Process chemicals. In addition, a bend in the force main insured good mixing. Unfortunately, there was no cost effective means of providing an injection point upstream of the gravity main’s junction box. Accordingly, it was decided to measure the impact of injecting the VTX Process at the force main air vent and to continue feeding VTX to the junction boxes of the gravity mains.
Dosage was calculated based on an estimation of the sulfide loading originating from the force main. The estimate was made using the total influent flow and the total wastewater sulfide (which included flow from both junction boxes) and previous test information indicating 60% of the influent sulfide load and 40% of the influent flow originated from the force main entering JB #2. The dosage to the gravity lines was determined based on the assumption of 40% of the influent sulfide load and 60% of the influent flow. Feed ratios were the same as previously established: ratio of 1.5 H2S to H2O2 (mass:mass) and a 1/40 catalyst to 50% peroxide ratio (v:v) .
Results and Discussion – Extended Contact Time
Two trials were conducted.
The first trial was to determine if the additional detention time, in the force main alone, could reach the targeted 2 mg/L of sulfide at the wet well influent. Results of the trial showed the VTX Process reduced the average sulfide in the influent wet well from 11.3 mg/L to 1.6 mg/L and thus the target was met. This information coupled with the confirmation that a 1.5 to 1 ratio is valid, concluded that the addition of more VTX Process will bring down the influent wet well sulfide to any desired level.
Trial 2 also determined the reduction in wastewater sulfide. On average the influent wastewater sulfide were reduced from 16.2 mg/L to 3.1 mg/L and from 13.7 mg/L to 1.7 mg/L in influent grit chamber. Even though the average results for the wet well were higher than the 2.0 mg/L stated goal, the wastewater sulfide at the influent grit chamber met the desired objective. There is little doubt that extending the contact time for VTX treatment within the wastewater entering the plant, from the gravity system as was done on the force main, would most likely have easily met the target number.
Of particular interest was the hydrogen sulfide at the scrubber inlet. It was possible for VIP to actually turn off the chemical feed to the scrubbers for a period of time while the VTX Process was being added. Scrubber inlet values averaged 1.8 ppm while the VTX Process was operating and 31.6 ppm while the VTX Process was not. HRSD’s limit for the scrubber outlet is 2 ppm which was met during the test. The hydrogen sulfide levels going to the scrubber system were the best indication that the VTX Process would be a valuable tool for control of sulfide entering the headworks of a wastewater plant.
Figure 4. VTX Treatment Extended Contact Time

5. Test Four – Comparison of VTX Process to Peroxide Alone Treatment
The purpose of Test Four was to perform a study to compare the effectiveness of peroxide addition alone to the VTX Process addition. Peroxide has been used for years for the treatment of sulfide in wastewater treatment applications with mixed reviews. Rapid oxidation of sulfide is not an attribute of peroxide. FMC Corporation, a producer of peroxide, states that effective peroxide treatment can be fully realized with 15 to 30 minutes of contact time. During this test the feed location and set-up was the same as test three.
Lab Scale Batch Test
Lab studies confirmed that the VTX Process performed at a much faster rate of reaction with sulfide being treated within 5 minutes. Batch samples of wastewater from the VIP influent were treated using peroxide alone and peroxide with VTX catalyst. Both samples were injected with peroxide at a ratio of 1.8 mg/L peroxide per 1.0 mg/L of total sulfide. The VTX sample received the catalyst at the 40:1 ratio used for all treatment studies. Figure 3 depicts the findings of lab tests for VTX chemistry versus peroxide alone. It is notable that the peroxide alone study did not achieve the same overall treatment efficiency seen in the VTX Process treated sample.
Figure 5. Lab Batch Treatment Studies VTX Treatment vs. Peroxide Alone

Full Scale Test
A full scale test was conducted on plant influent which mimicked in all respects the trials conducted using the VTX Process with the exception that no addition of VTX catalyst was metered into the system. The dosage of peroxide was conducted at 1.5 mg/L peroxide per 1.0 mg/L of sulfide entering the plant. A summary of the results are noted in Figure 4. Total sulfide within the wastewater was reduced from ~15 mg/L to ~8.6 mg/L using the extended contact time treatment scenario described above. The scrubber inlet dropped from and average of 39 ppm to an average of 27.4 ppm. It was obvious from these data the peroxide alone did not treat nearly as efficiently as the VTX Process.
Figure 6: Peroxide Only Treatment

CONCLUSIONS
1. The VTX Process is effective in reducing water sulfide and scrubber inlet hydrogen sulfide with a three to five minutes contact time.
2. The dose rate of 1.5 parts oxidant per part total sulfide is effective. Based on this chemistry and with proper detention time, any level of sulfide can be treated by just
adjusting the dosage to match anticipated sulfide level.
3. The addition of VTX Process did reduce scrubber inlet hydrogen sulfide to less than 2 ppm, which at VIP eliminated the addition of scrubber chemicals. This is a significant cost impact and must be considered in any evaluation.
4. The VTX Process is more effective and performed at a faster rate in removing sulfide from the wastewater than hydrogen peroxide alone.
5. VTX Process addition has the potential of eliminating the need for an odor control upgrade. The decision of whether to use the VTX Process at VIP will be based on cost.
Since VIP has already invested in an existing and effective odor control scrubber system and in a high quality coatings system, the VTX Process will not be cost effective for the VIP application. However, for plants that do not have or only have a minimal odor control system the cost of VTX Process for odor control and sulfide reduction has the
greatest potential for cost savings.
We are available to take your calls and would be happy to speak with you.